


Material
| Corp | Aluminiu ( 5052) | Oţel | Oțel inoxidabil ● | |
| finalizarea | Lustruit | Placat cu zinc | Lustruit | |
| Mandrină | Oţel | Oţel inoxidabil | Oţel | Oțel inoxidabil ● |
| finalizarea | Placat cu zinc | Lustruit | Placat cu zinc | Lustruit |
| Tip cap | Dom, CSK, flanșă mare | |||
Specificație
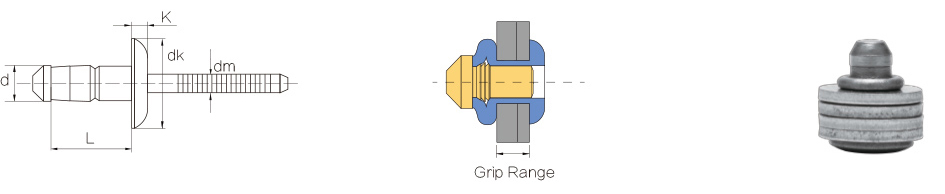
| mărimea | Burghiu | Partea nr. | M | Gama de prindere | B | K | E | Forfecare | De tracţiune |
| max | max | max | max | KN | KN | ||||
| 3.2 (1/8") |  | BBP61-0408 | 8.9 | 1,0-3,0 | 6.6 | 1.1 | 2.1 | 1.6 | 2.0 |
| BBP61-0411 | 11.4 | 3,0-5,0 | 6.6 | 1.1 | 2.1 | 1.7 | 2.0 | ||
| BBP61-0414 | 13.6 | 5,0-7,0 | 6.6 | 1.1 | 2.1 | 3.2 | 2.0 | ||
| 4.0 (5/32") |  | BBP61-0509 | 10.1 | 1,0-3,0 | 8.0 | 1.5 | 2.6 | 5.2 | 4.0 |
| SSP01-0512 | 12.5 | 3,0-5,0 | 8.0 | 1.5 | 2.6 | 5.2 | 4.0 | ||
| BBP61-0516 | 15.1 | 5,0-7,0 | 8.0 | 1.5 | 2.6 | 5.2 | |||
| 4.8 (3/16") |  | BBP61-0611 | 12.9 | 1,5-3,5 | 9.6 | 1.5 | 3.1 | 5.5 | 5.0 |
| BBP61-0614 | 15.5 | 3,5-6,0 | 9.6 | 1.5 | 3.1 | 5.5 | 5.0 | ||
| BBP61-0618 | 18.5 | 6,0-8,5 | 9.6 | 1.5 | 3.1 | 5.5 | 5.0 |
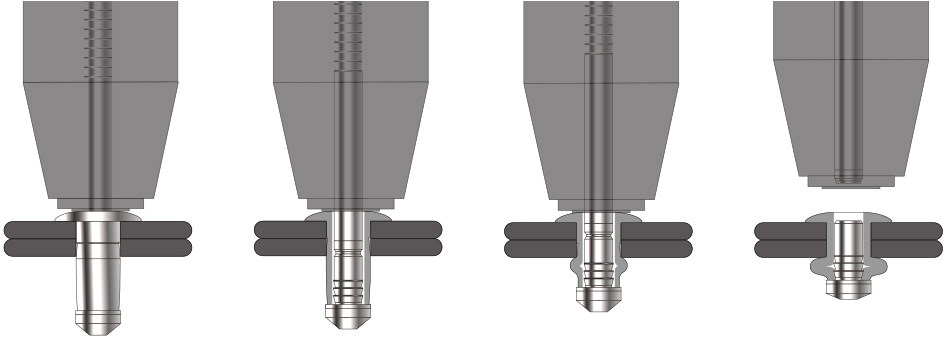
Aplicație
Niturile oarbe de tip Uni-Grip sunt nituri oarbe de tip structural.Niturile oarbe de tip uni grip trag puștile cu nituri în tipuri cu un singur tambur atunci când nituiți niturile, strâng cele două părți structurale care trebuie nituite și reduc presiunea pe suprafața părții structurale.Este potrivit pentru nituirea de mare intensitate.Părți subțiri structurate.Are un anumit efect de protecție asupra pieselor de nituire pentru a evita deformarea găurilor de nituire și distrugerea pieselor de nituire.
Scopul principal al niturilor oarbe de tip Uni grip este pentru vehicule, nave, clădiri, mașini, electrice, aeronave, containere, ascensoare și alte industrii.
Care sunt modalitățile de prevenire a ruginii Niturilor Oarbe
1. Placare
Placarea nitului orb, această metodă este de a pune nitul în soluția de metal și apoi de a folosi curentul pentru a aplica un strat de metal pe suprafață, ceea ce are multe efecte asupra acestui strat de metal.
2. Acoperire mecanică
Placarea mecanică a nitului orb este de a permite particulelor de metal să sudeze la rece niturile oarbe pentru a se asigura că suprafața nitului orb are unele efecte.Acoperirea mecanică și galvanizarea sunt practic aceleași, dar metodele sunt diferite.Se poate spune că rezultatele sunt aceleași.
3. Tratament la cald
Pentru tratarea termică a suprafețelor cu nituri oarbe, unele suprafețe ale niturilor pop sunt relativ dure, așa că puteți încălzi niturile pop pentru a vă asigura că nitul pop are o duritate suficientă.Acesta este motivul pentru care se efectuează tratamentul termic.
4. Pasivarea suprafeței
Trecerea suprafeței nitului orb are două funcții principale.Una este de a spori duritatea niturilor, iar cealaltă este de a reduce foarte mult nivelul de oxidare al niturilor oarbe.









